


Military Science and Technology

age footstock/Alamy Stock Photo/KNEFNC
A hybrid laser machine tool for additive manufacturing (AM). This researcher is working on a 3D printing machine for industry, which is able to create large metal parts from scratch and to finish them with great precision.
The Implications of Additive Manufacturing on Canadian Armed Forces Operational Functions
by Christopher Bayley and Michael Kopac

For more information on accessing this file, please visit our help page.
Christopher Bayley is a Senior Defence Scientist with Defence Research & Development Canada (DRDC). He is currently leading efforts within the Naval Platforms portfolio in parts-on-demand, has advised the office of Chief Scientist on the disruptive aspect of Additive Manufacturing, and briefed the Army Science & Technology board on military specific applications of this technology.
Michael Kopac is an Engineering Technologist with DRDC who specializes in polymer chemistry.
Introduction
Additive Manufacturing (AM), commonly referred to as 3D Printing, is a collection of manufacturing techniques that create objects by depositing layers of material based upon digital models. It is an emerged manufacturing process that stems back to the development of stereo-lithography, but it has seen a resurgence of international interest following the expiration of some key patents in 2009. According to the Wohlers Associates, an industry analyst, AM industries grew over 25% in 2015.1 Part of this growth includes applications within Defence in which comparatively small production runs and high development costs constitutes one of the seven supply chain scenarios that favor AM. Other factors which will tend towards the use of AM to manufacture parts have been identified as: circumventing long lead-times, high inventory costs, reducing the reliance from a single supplier, manufacturing close to market in order to reduce shipping costs or circumvent import/export restrictions, and enabling increased functionality.2
The range of materials which are amenable to this manufacturing process are as diverse as its applications. They range from biological materials, polymers, cement, metals, and combinations thereof, and form products which stretch from microns to meters. The only restriction is that the material needs to be placed into position and either fused, or solidified with the underlying material. The process may be used alone, in which case, an idea can go directly from a 3D design file to a finished part or product (direct-digital manufacturing), or may constitute a stage within a larger manufacturing process.
According to Dr. John Burrow, Deputy Assistant Secretary of the US Navy, few manufacturing processes touch so many aspects of the military enterprise extending from the design, procurement, logistics, sustainment, and care of the wounded soldier. AM is included on the CAF “Future Security Environment 2013-2040” technologies watch list, and is included on the list of emerging disruptive technologies [an innovation that significantly alters or displaces an established technology, or creates an entirely new industry – Ed.] by Innovation, Science and Economic Development Canada, while advanced manufacturing, of which AM is a part, is specifically cited in the Federal 2017 Budget as an area of targeted innovation. However, despite the frequency of references to AM being disruptive, and of particular interest to Defence, CAF leadership in defining potential applications is lacking.3
The intent of this article is to highlight the breadth of application that AM could affect the Canadian Armed Forces (CAF) Operational Functions. Concepts of employment in which AM provides an enabling capability are discussed through illustrative vignettes which highlight how AM technologies are being used in Defence applications around the world. It is hoped that by identifying the breadth of potential applications that AM is capable of disrupting, a tipping-point is reached and the requirement to invest in AM innovations will be realized.
AM within the Canadian Army Operational Functions
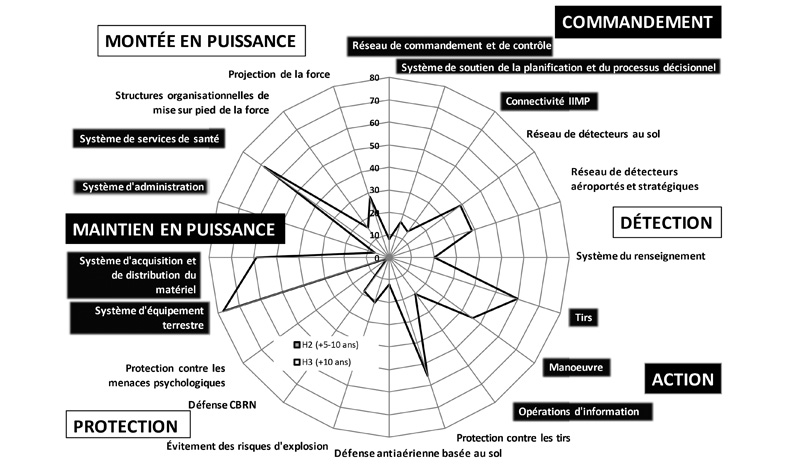
The 2014 Emerging Disruptive Technology workshop sponsored by the Canadian Army Land Warfare Centre (CALWC) identified how AM could influence the Canadian Armed Forces (CAF) operational functions of Command, Sense, Act, Shield, Sustain and Generate. Figure 1 illustrates the results of the consultative process that involved the input from subject matter experts and Canadian Army (CA) personnel on the perceived impact that AM will have over the intermediate (5-10 years) and longer horizon (10+ years). While the CALWC study focused upon CA operational functions, the results are largely Service independent.
Sustain
Of all potential concepts of employment for AM, none have been as widely embraced as sustainment. Within the realm of sustainment, potential applications include parts-on demand, free-form manufacturing of infrastructure, and enabling customized health care solutions. AM has been identified as a solution to resolve the spare parts inventory problem as the logistics associated with spare parts is time consuming, expensive and complicated. Already the use of AM to either shorten or simplify the logistics tail is one of the most prevalent applications for AM. This is particularly pertinent for ageing platforms in which there is no longer the availability of Original Equipment Manufactured parts. Remaking of the parts via conventional forging, casting, and machining can often take up to two years, not including the additional time required for the qualification of the part. In addition to short circuiting long-lead times, AM may also be considered for parts with high production costs due to complex geometries, high fixed costs (i.e., tooling), or those that are produced in low volumes.5
AM need not be restricted to the manufacturing of small parts, but is equally capable of constructing infrastructure, including the building of base camps, and humanitarian efforts, or enclosing contaminated areas with limited exposure to personnel. Commercially, AM in this marketplace is termed construction 3D printing, and it generally utilizes a fiber reinforced fast drying Portland cement and precision gantry to additively deposit layers of cement. Its disruptive potential is that it can be used to rapidly construct large concrete structures without the need for forms, either directly at the construction site or as pre-fabricated slabs which are subsequently transported and assembled on-site.
Costs associated with the construction 3D printing of a disaster relief structure are comparable with traditional shelters fabricated from timber and steel, with the potential advantage of improved durability and longevity. Current efforts within the US Army Research Laboratory include the fabrication of infrastructure from natively-acquired feedstocks (i.e. printing buildings using indigenous materials), which parallel the commercial efforts, such as D-Shape, which utilizes a binder to join particles of sand together forming an artificial marble, and the US National Aeronautics and Space Administration (NASA) efforts to use extra-terrestrial materials for lunar structures. Construction 3D printing need not only consider the direct fabrication of structures, but can also involve the printing of building blocks and bricks. Emerging Objects, an Architectural research group, has printed irregularly-shaped hollow blocks that when nested together can resist earthquakes. The earthquake resistance is achieved by allowing each block to move independently rather than as monolithic mass, as would be the case for a conventional mortar rectangular wall. In this case, construction 3D printing provides an economical means to manufacture the structural components (i.e. the blocks) which may be able to resist blast loadings in an analogous manner, as they have been shown to resist earthquakes. Thus, potential Defence applications for construction 3D printing could be found within the context of domestic disaster relief, humanitarian efforts, and potentially blast resistant structures that are superior to rectangular block and mortar construction.6
One of the leading applications of AM identified in the CALWC study resides in health services. This perceived effect mirrors a 2013 NRC Scientometric Analysis,7 which identified that biomedical applications are one of the leading industries associated with AM. For these applications, the ability of AM to mass produce complex and customizable topological structures is the main benefit. In the field of regenerative medicine, there is broad interest in AM from printing organs to living skin tissues. AM provides the means to “assemble” the hierarchical arrangement of different cell types in their correct order. The philosophy of “print the essentials, and let biology take care of the rest” is widespread, and it results in either the direct printing of the cells using bio-compatible inks, or printing the vascular network and then infiltrating them with living cells. While currently no solid organs have been produced in the lab, the state of the art is in printing organoids, which are in themselves a desired outcome. Organoids are a means to investigate drug screening and delivery and a potential replacement for animal surrogates. Indeed, given estimates that 20% of drugs fail due to patient toxicity, testing on manufactured tissues and structures would be a useful intermediary stage in any drug development process.8
As personnel protection keeps on improving, events which were once fatalities are increasingly becoming injuries. The prevalence of burns constitutes 10-30% of battlefield casualties, and the need to restore high quality skin cannot be overstated, since scars constrict motion and are a permanent disfiguration. In-vivo bio-printing of skin involves the selective deposition of various cellular materials. It can include both micro and macroscale features that mimic natural skin, and can be tailored with pigmentation, cellular gradations necessary to account for wound depth, and macroscale ridges. To date, bio-printing is still unable to fully replicate natural skin in terms of its morphological structure, biochemical, and physiological properties. However, some simple skins have been printed with limited functionality in in-vivo studies.9 Another biomedical application is orthotic implants, with a key driver being the potential for bespoke implants that match the requirements of wounded soldiers. While the field of orthopedic implants is likely well served through civilian research, maxillofacial reconstructions arising from defence specific injuries are being developed at the US Veterans Affairs and Walter Reed Hospital. In this regard, AM is one of one the technologies enabling the provision of personalized medicine and the rehabilitation of wounded soldiers.10
Act
The CAF operational function of Act includes attacks, manoeuvers, and information operations. Within this function, AM has been found to be particularly disruptive to the development of munitions. Freely available designs for AM-printed weapons emerged on the internet in 2011, and to date, there are 36 separate listings on a Wikipedia site devoted to AM weapons and parts. Of these, the Liberator [Defence Distributed, Austin TX] was the first open-sourced printable firearm, and apart from its firing pin, it is made entirely from AM. Above all, the Liberator highlights the disruptive potential of AM. Its design is freely available to all, to use or modify at the manufacturer’s discretion. The manufacturing process circumvents regulations for firearm manufacturing, firearm acquisition, and registration processes, and being non-metallic, it can be easily concealed. While the Liberator is only a single-shot handgun, it is a parable of what is possible. At a larger scale, AM can enable state and non-state actors alike to circumvent international restrictions on arms, modify designs, and conceal the arms manufacturing process typically used to track the proliferation of nuclear weapons. AM also presents a problem in controlling legitimate and illegitimate uses of raw materials listed under the international traffic in arms regulations (ITAR). As such, it provides a means to conceal the manufacturing of the illegitimate products in-or-among legal applications.11

US DoD photo by Corporal John Hamilton/17927-M-MK246-1048
A US Marine Corps 3D-printed unmanned aircraft system.
The use of AM for weapons is not new. In 2004, Lockheed Martin patented the use of AM to tailor the fragmentation of munitions. The capability of such design features generate controlled fragments that can radiate in specific directions, thereby increasing the lethality from within the same design space. Since then, bringing together layers of printed metals, energetics, and other materials layered onto substrates that comprise the initiation chain, the arrangement of primers, fuses, and explosives, which are arranged to facilitate how the device goes from safe, to armed, to ultimately detonating, have begun.12 Rocket Crafters [Titusville, FL] is using AM to assemble the propellant grains in their hybrid solid-liquid rocket engines suited for small payloads which emphasize reliability and safety ahead of propulsive power, and in 2016, NASA reported that they had assembled and tested a developmental liquid fuel rocket engine comprised completely of AM parts. Similarly, in 2017, Rocket Lab [Auckland, NZ] has flight tested their Electron Rocket powered by the 3D-printed Rutherford Engine. The Rutherford engine uses 3D printing to manufacture the engine chamber, injector, turbopumps and main propellant valves, and this allows the Rutherford engine to be manufactured in three days versus a month for traditional approaches. If successful, the Rocket Lab AM printed Rutherford Engine poses a disruptive potential in launching payloads into space, and exemplifies how the adoption of technology has enabled a relatively small and inexperienced nation to compete in a market dominated by those with a historical strength in space exploration.13
In the US, a focus of the Army Research Laboratory efforts in AM is to increase the payload of smart munitions. The expectation is that printed structural-electronics could reduce the form factor of the electronics, thereby increasing the volumetric density. Additionally, such printed electronics would be intrinsically case-hardened to withstand high inertial loads (G-Forces). The printing of structural electronics is already a reality. In 2014, a team at the University of Texas developed the printed electronics six-sided gaming die shown in Figure 2 that contains the necessary integrated electronics required to only illuminate the lights on the top surface of the die.
Considering the state of structural-electronics, tailored fragmentation patterns and rockets, which are either propelled by or manufactured using AM, 3D-printed munitions need not be just for static displays (Figure 3). Indeed, in 2015, Raytheon Missile Systems announced that they can use AM to manufacture 80 percent of a missile, including working rocket motors, fins, and guidance control parts. According to their press releases, AM decreases the manufacturing costs by streamlining production, while simultaneously increasing productivity.14

E. Macdonald, IEEE Access
Figure 2 – 3D-printed structural electronics that includes the necessary electronics to illuminate the LED lights on the upper face when the gaming dice comes to rest15.

Raytheon Corporation
Figure 3 – Cut-away of a 3D-printed missile.
Generate
The impact of AM within the CAF operational function of Generate includes the development of personnel through training, and the realization of novel vehicles with increased capability. The size range of AM products can extend from the micron level to the meter scale, and is being used in the realization of unique military platforms.
One of the most publicized AM systems suitable for manufacturing military platforms is the Big Area Additive Manufacturing (BAAM) system co-developed by the US Oak Ridge National Laboratory and Cincinnati, a tool and dye manufacturer. As the name suggests, the process is suited to large structures, and in August 2016, it was entered into the Guinness Book of Records for the largest monolithic 3D-printed item, a 748kg wing trim-and drill-tool. The BAAM system has been used to build cars, utility vehicles, and small boats using engineered thermoplastics via melt extrusion processing. In 2014, Local Motors [Phoenix, AZ], a micro-fabricator, announced the Strati, the first 3D-printed car which was made using 50 individual parts, 90 percent of them printed. Initial production of these parts took only 44 hours, with an expectation that this can be reduced to ten hours by increasing either the number of printer heads, or their deposition rates. While still a niche application, German yacht builder Hanse Group announced in April 2016 the first 3D-printed hull, the Hanse 3D15. The stated objective in adopting AM was to shorten manufacturing times, along with the ability to offer customization to their clients.16
Along the same lines as the above two civilian applications of AM, the US Naval Sea Systems Command Naval Surface Warfare Center, Crane and Carderock are initiating projects in 2017 for an optionally-manned technology demonstrator that will enable an AM full-sized, operational submersible. This effort parallels the Carderock’s Non-penetrating Optionally Manned Demonstrator (NOMAD) project that, via AM, has reduced the time and cost of manufacturing a hull from 3-5 months to one week, and reduced costs from $500,000 to only $22,000. At such prices and turnaround times, designers are able trial how different shape and form factors influence key physical attributes. In addition to enabling a mindset of “failing fast and often,” AM also has the capability of allowing material designs which are unconstrained by traditional manufacturing processes. AM-enabled materials allow complex internal structures within which acoustic waveforms can interact in order to create stealth materials. Thus, AM not only allows for the realization of modular and custom-shaped military vehicles, the materials themselves can be coordinated in order to exploit physical phenomena.17
The CAF Function of Generate also includes the training of military personnel, including field surgeons who are uniquely trained to address Defence-specific injuries. In this field as well, examples of AM are becoming common. True assessment and characterization of ballistic damage to humans has always been a challenge, due to unrealistic models of human tissue and organs, availability of cadavers and animals, and lack of suitable means of measuring the effects of ballistic impacts and explosions. The human surrogate typically embodies unrepresentative geometries, masses, stiffness, and levels of constraint when compared to humans. By exploiting the manufacturing freedom associated with AM, realistic human models have been developed with inclusion of strain gages and other types of printed diagnostics at the point of manufacture. Surrogates that include topological features, such as different skin layers and underlying soft tissues, are being realized. The printed human surrogate developed in conjunction with the UK Ministry of Defence Centre for Defence Medicine for surgical training is one such example. The surrogate includes a functional heart and lungs made from varying grades of silicone that imitates the texture and hardness of the real organ perfectly. While intended for surgical training, printed human surrogates could allow an ethical alternative to animal surrogates for the depiction of the ballistic damage suffered in bones, tissues, and organs.18
Shield
The CAF Function of Shield relates to the protection from fires, explosive hazard avoidance, and chemical, biological, radiological, and nuclear defences (CBRND). AM, together with developments in other technologies, will enable in-theatre diagnostic capabilities for the protection CAF personnel.
Advances in microscale AM and micromachining, in combination with printed electronics, has made it possible to reduce the size of bulky laboratory equipment to the extent that wearable chemical assay capability is a possibility.Such Lab on a Chip (LOC) advances have the potential to allow for in-theatre and point-of-care diagnostics, and the characterization of potential chemical biological and nuclear threats. This capability is being realized through developments in micro-fluidics, micro-machining, and printed electronics. Already, microfluidic devices have become a reality in the health care sector for the analysis of biochemical parameters and diagnosis applications, due to their small dimensions, accuracy, low cost, low power consumption, and portability. Lately, such microfluidic devices are being developed and produced via microscale AM process. Microscale AM enables an opportunity to conceive three-dimensional designs, and to manipulate surfaces and fluids in three dimensions. Most importantly, it provides a commercialization-ready fabrication route, and thus, nascent investments in the product design are carried through from the prototype stage all the way to fabrication.19
Sense
The CAF operational function of Sense is associated with physically gathering data from sensors, whether they are located in space, on the ground, or beneath the sea. These sensors detect changes in the electromagnetic spectrum caused by a perturbation of their fields. AM is particularly suited for their construction as the process is scalable over a range of length scales. In 1998, DRDC disclosed a flex tensional transducer design called the Folded Shell Transducer, intended for the generation of acoustic waves in low frequency underwater sonar systems (Figure 4). Fabrication of the transducer using conventional manufacturing techniques involved concessions to account for the finite tool radius necessary to machine the apexes of the corrugations, and that resulted in the sub-optimal performance. The full potential of the design was not realized until it was manufactured using AM. AM enabled the fabrication of a topologically-optimized design within just two iterations with improved performance over the conventionally-manufactured design.20

DRDC
Figure 4 – AM flextentional sonar projector.
Another possibility offered by AM is the integration of sensors into various military systems which, according to the director of the US Army Research Labs, will be a reality within the next 10-15 year time frame, and that was the focus of a 2014 UK broad area announcement seeking to develop integrated prototype sensor systems. The incorporation of sensors, wires, and energy storage within a structure is desirable as it reduces weight. Already, printable Li-ion batteries have been developed, in which layers of a slurry containing suspended nano-particles of Lithium Titanium Oxide are pressed out of a syringe and deposited with 100 nanometer accuracy. Eight patents have already been filed for these inks, and researchers are working on licensing and commercializing the technology in the next few years. The incorporation of an integrated power supply within a system could relieve many design constraints imposed by the necessity of external wires and batteries, let alone the weight savings. E-textiles with electronics integrated directly into the textile substrates enable the inclusion of wearable devices into soldier’s uniforms. This can include either passive electronics, such as conductors and resistors, or active components like transistors, diodes, chemical absorbers, and sensors. Some examples are textile touch buttons which can then be connected to various devices and sensors that are mounted on woven conducting fiber networks.21
AM’s ability to manufacture internal surfaces lends itself to the production of waveguide used for the transmission and reception of millimeter wavelength (microwave) signals, physically decoupling the receiver/transponder from the antennae. A principal advantage of an AM waveguide is that it requires no further assembly, unlike conventional waveguide-based arrays that require soldering or brazing, block machining, or plate-assembled brazed structures. This significantly reduces their cost. Taking the case of a slot array antenna, the reduction in manufacturing cost of an AM waveguide was reported as one-tenth of its conventionally- machined counterpart, while simultaneously decreasing the production time, and adding complexity to the waveguide was found to only marginally increase the cost.22 Finally, the design freedom offered by AM allows the designer to optimize the dimensions of the array to suite the intended application, rather than being constrained by commercially-available shapes and sizes.
While many of the aforementioned illustrative vignettes have concentrated upon the ability of AM to develop intricate shapes, geometry is not necessarily the only property of interest. AM is well-suited for the fabrication-engineered materials (metamaterials) in which there are spatial variations. Two examples, gradient refractive index lenses, and spatially-variant lattice orientations, are structures in which electromagnetics and optical paths can be modified through its transmittance by imposing a spatially-varying gradient. While the make-up of the gradient structure differs, a common feature is that the materials topology is engineered to achieve the desired physical property. In the case of the spatially-variant photonic crystals, certain wavelengths of light can be abruptly bent 90 degrees, while other wavelengths are transmitted through the crystal,23 a feat enabled through AM’s ability to control the placement of material. Similarly, Voxtel [Corvalis, OR] overcame the scientific challenge of controlling the placement of nano-particle containing inks in order to make local changes to the refractive index of lenses. These gradient refractive index elements allow novel optical designs, which have led to rifle sights that have a 50 percent reduction in telescope weight and a 42 percent reduction in length,24 and there is potential for their incorporation into other opto-electronic surveillance systems. The application of AM for the creation of engineered materials which have materials properties unlike their constituents, such as negative coefficient thermal expansion, and auxetic materials which expand when compressed, are also possible.
Challenges
The previous examples highlight the potential that AM has to offer over a range of CAF operational functions. In all the cases, the technology-readiness levels associated with each application is relatively low, but is expected to increase over the next decade. In some cases, the limiting factor is not the maturation of the manufacturing process, but the required changes to ancillary materiel and supply. Qualification of parts and processes rise to the top of the challenges associated with the use of AM for the production of parts. Conventional-based approaches that imply a parts quality do so by correlating inspection results with a previously obtained physical characteristic. These correlations are obtained from a number of samples manufactured from identical parameters. Such an approach when applied to AM negates the economic advantages offered by this manufacturing process. Defence standards typically require that the process be verified and validated, and the parts be qualified and certified, as such variations between machines, and between parts made on the same machine cannot be tolerated. Quality assurance in AM is a real challenge, one that is being addressed by both civilian and defence research organizations alike.
Quality assurance aside, another significant challenge is intellectual property control, as concerns over the authenticity of products made using AM will need to address fears of counterfeit, forgeries, and saboteurs. In direct-digital manufacturing, saboteurs will have unprecedented capability to surreptitiously modify designs with the intent of decreasing their reliability, or increasing functionality and features.
Within National Defence, the Quality Engineering Test Establishment (QETE) has identified that AM is not yet mature enough for the Canadian Army to capitalize on the advantages offered by AM for the sustainment of military vehicles at their 202 Depot in Montréal, and elsewhere around the country. They conclude that there has been insufficient research and development within National Defence to ease the transition of this technology into a production environment. Lack of foresight in the development of the fundamental science has hampered the ability for the Canadian Army to incorporate AM within their repair facilities. Leadership within the Canadian Army to resolve the Research and Development gaps necessary to enable parts-on-demand is now emerging, but it will focus upon production applications. Programs that consider the breadth of disruptive potential that AM offers are required if the CAF is to realize the true disruptive potential that AM has to offer.
Conclusions
In most of the vignettes presented, AM enabled the direct manufacturing of products. Such products typically include internal features that challenge conventional manufacturing processes, or offer some degree of customization. Direct manufacturing streamlines the manufacturing process by reducing the amount of touch labour, and increases productivity while decreasing production costs. When AM is used to enable direct manufacturing, the advantages are above and beyond those associated with rapid prototyping, in which developers adopt a “fail fast and often” strategy.
AM has the potential to influence the spectrum of CAF operational functions of Sense, Shield, Generate, Act, and Sustain and it extends well beyond the concept of parts on demand. While parts on demand offers tangible benefits to combat the logistics ‘tail’ of maintaining a complete inventory of spare parts, it does not exploit the full disruptive potential offered by AM. Rather, AM enables the potential to realize unique designs, offers the potential to improve casualty care, build new infrastructure, and exploit optical, acoustical, and electromagnetic phenomena to conceive stealth structures and new sensors. In multiple vignettes, AM was responsible for simultaneously decreasing both production costs and manufacturing time. This is particularly relevant for Defence systems, which have high development costs and do not readily benefit from economies of scale.
Above all else, there is fundamental need for innovation in the areas of AM if we do not want to be left behind by nations that are rapidly leveraging new technology for their strategic benefit. As the Deputy Assistant Secretary of the US Navy stated in remarks at the Karles Invitational Conference in August 2016, “…we need to ensure that the fields are ploughed so when industry ‘marketizes’ a product, Defence is ready to accept this manufacturing method.”

RP Library/Alamy Stock Photo/M12T9W
A SPAWAR Systems Center Atlantic employee compares a 3D-printed part with the appropriate CAD design.
Notes
- T. Wohler and T. Caffrey, Wohlers Report 2016; 3D Printing and Additive Manufacturing State of the Industry. Annual Worldwide Progress Report. 2016, Fort Collins, CO: Wohler Associates.
- http://senvol.com/
- Compilation of references from: Proceedings of Karle’s Invitational Conference,(Key Note Address). Washington DC: Naval Research Laboratory, (2016), Chief of Force Development, Future Security Environment, National Defence, 17 Wing Winnipeg Publishing Office, Ottawa, 2014, and W. Morneau, Building a Strong Middle Class; Budget 2017, Minister of Finance, Government of Canada, Canada, 2017.
- A. Auger, Impact Assessment of Emerging Technologies: Results and Lessons Learned from the Canadian Army, National Defence, DRDC-RDDC-2015-R205, Ottawa, 2015.
- Compilation of references from S. Cheney-Peters and M. Hipple, Print Me a Cruiser!, in Proceedings Magazine. 2013, US Naval Institute., D. Rigg, Additive Manufacturing: Materials. Technology Outlook Brief, 2013. 1(1)., L.S. Morrell, 3D Printing – Additive Manufacturing in the RCN. Maritime Engineering Journal, 2014. 73(Spring): pp. 12-13., S.S. Shipp et al., Emerging Global Trends in Advanced Manufacturing, Institute for Defense Analysis P-4603, 2012., and TrustSeer Corporation, Additive Manufacturing for Canadian Armed Forces: A Descision Support Concept Investigation Study, DRDC-RDDC-2015-C118, 2015.
- Compilation of references from: M. Gregory et al., 3D Printing and Disaster Shelter Costs, in PICMET: Technology Management for Social Innovation. Honolulu, Hawaii, (2016), pp. 712-720., L. Holmes, Additive Manufacturing Capabilities and Research Focus. in TTCP MAT TP1/TP5 Additive Manufacturing Workshop. Washington DC, (2014), and G. Manaugh, 3D-Printing Earthquake-Proof Towns, Brick by Brick. New Scientist, 2015.
- B. Brady, Additive Manufacturing: Scientometric Analysis, NRC Canada Institute for Scientific and Technical Information, 2013.
- Compilation of references from: D. Kolesky, 3D Printing of Vascularized Living Tissue, in Karles Invitional Conference. Washington, DC: US Naval Research Laboratory, 2016, and D. Lafontaine, Medical Applications for 3D: Army Invests in 3D Bioprinting to Treat Injured Soldiers. Army Technology, 2014. 2(2)
- Compilation of references from: D. Lafontaine, Medical Applications for 3D: Army Invests in 3D Bioprinting to Treat Injured Soldiers. Army Technology, 2014. 2(2)., www.cbc.ca/news/technology/printalive-3d-skin-tissue-printer-wins-canadian-dyson-award-1.2770667 , and Wei Long Ng, et al., Skin Bioprinting: Impending Reality or Fantasy? Trends in Biotechnology, 2016. 34(9): pp. 689-699.
- Compilation of References from: G.T. Grant, Digital Imaging, Design, and AM in Custom Patient Care, in Karles Invitational Conference. Washington, DC: US Naval Research Laboratory, 2016, and J. Krajekian, 3D Printing Role in Oral and Maxillofacial Surgery Current and Future Trends, in Advances in Dentistry and Oral Health, 2016. 2(3).
- Compilation of References from: G. Walther, Printing Insecurity? The Security Implications of 3D-Printing of Weapons, in Science and Engineering Ethics, 2015. 21(6): pp. 1435-1445., M. Lucibella, Manufacturing Revolution May Mean Trouble for National Security in APS News, 2015. 24(4), and https://natashabajema.com/3d-printing-enabler-of-mass-destruction/.
- Compilation of References from: Patent US 20050235862 A1, Warhead with Integral, Direct-Manufactured Features, Lockheed Martin Corporation, 2004, and T. Rider, 3D Printing Benefits for Logistics: ARDEC Investigates How 3D Printed Metals Could Transform Army Logistics, in Army Technology, 2014. 2(2).
- Compilation of References from: www.nasa.gov/centers/marshall/news/news/releases/2016/nasa-engineers-test-combustion-chamber-to-advance-3-d-printed-rocket-engine-design.html, www.nasa.gov/centers/marshall/news/news/releases/2015/piece-by-piece-nasa-team-moves-closer-to-building-a-3-d-printed-rocket-engine.html, and J. Foust, Rocket Lab Unveils Battery-Powered, 3-D-Printed Rocket Engine, in SpaceNews. 2015, Cambey West: Congers NY.
- www.raytheon.com/news/feature/3d_printing.html
- E. Macdonald et al., 3D Printing for the Rapid Prototyping of Structural Electronics. IEEE Access, 2014. 2: pp. 234-242.
- Compilation of references from: newatlas.com/largest-3d-printed-item-record/45149/, C. Holshouser et al., Out of Bounds Additive Manufacturing, in Advanced Materials and Processes, 2013. 171(3): p. 15-17 and J. Elder and B. Seidle, WC Crane Naval Innovation Science & Engineering: Fy17 Projects: NAVSEA Warfare Centre Crane, (2016),
- Elder and Seidle.
- Compilation of references from: T. Payne et al., Development of Novel Synthetic Muscle Tissues for Sports Impact Surrogates, in Journal of the Mechanical Behavior of Biomedical Materials, 2015. 41: pp. 357-374, R. Pasumarthy and H.V. Tippur, Mechanical and Optical Characterization of a Tissue Surrogate Polymer Gel, in Polymer Testing, 2016. 55: pp. 219-229, C.A. Bir, et al., Skin Penetration Surrogate for the Evaluation of Less Lethal Kinetic Energy Munitions, in Forensic Science International, 2012. 220(1–3): pp. 126-129, and R. Gray, Creepy Human Replica Could Train Future Surgeons: 3D Printed Body That Breathes and Bleeds Can Recreate the Trauma of Emergency Operations, in Daily Mail. 2016: UK.
- Compilation of references from: A.B. Azouz et al., Developments of Laser Fabrication Methods for Lab-on-a-Chip Microfluidic Multisensing Devices 2014, S. Catarino et al., Smart Devices: Lab-on-a-Chip, in Bioinspired Materials for Medical Applications 2017, and A.K. Au et al., 3D-Printed Microfluidics. Angew Chem Int Ed Engl, 2016. 55(12): pp. 3862-3881.
- Compilation of references from: C.J. Purcell and Y.R. Bonin, Folded Shell Projector, in Proceedings of the Institute of Acoustics, 1999. 21(1): pp. 1-9., L. Xue et al. Advanced Laser Consolidation Process for Manufacturing Complex FSP Shells, in 9th CF Material Meeting. Halifax, NS: DRDC, (2001), and L. Xue, and C. Purcell, Laser Consolidation of Net-Shape Shells for Flextensional Sonar Projectors, in International Congress on Applications of Lasers and Electro-Optics. Scottsdale, Arizona: Laser Institute of America, 2006.
- Compilation of references from: Centre for Defence Enterprise, Themed Competition: Additive Manufacturing for Future Military Equipment, DSTL/PUB81648, 2014, T. Russell, Research Vision, in Army Technology, 2014. 2(4): p. 4, and www.technologyreview.com/demo/521956/printing-batteries/
- G. P. L. Sage, 3D Printed Waveguide Slot Array Antennas, in IEEE Access, 2016. 4: p. 1258-1265.
- Jennefir L. Digaum, et al., Tight Control of Light Beams in Photonic Crystals with Spatially-Variant Lattice Orientation, Optics Express, 2014. 22(21): p. 25788-25804.
- J. Harmon, Additive Manufacturing of 3D Freeform Gradient Optics, in Karles Invitational Conference. Washington DC: US Naval Research Laboratory, 2016.



{kind=link}